Cold Process Soap Making Supplies Overview
In cold process soap making, the term supplies is often used loosely to describe everything from raw ingredients to containers, molds, and decorative additives. From a formulation standpoint, however, not all supplies serve the same role, and many commonly grouped items differ significantly in chemical necessity, functional importance, and impact on final soap quality.
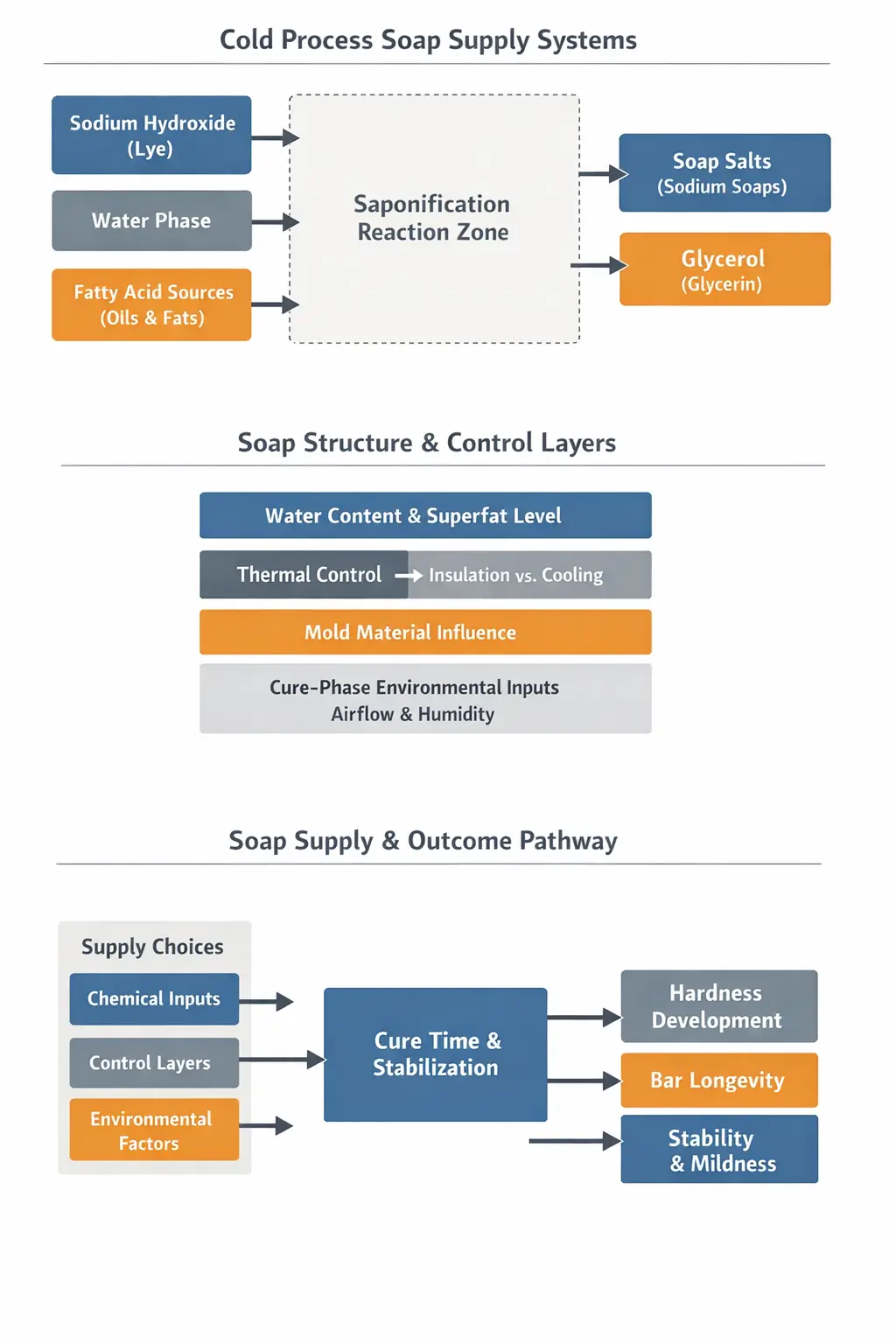
This page organizes cold process soap making supplies into functional systems based on how they participate in saponification, control reaction conditions, shape physical structure, or influence cure behavior over time. Supplies are evaluated according to what they do chemically, not how frequently they appear in hobbyist checklists.
What "Supplies" Mean in Cold Process Soap Chemistry
In cold process soap making, a supply is any material or input that directly enables, controls, or stabilizes the saponification reaction or its outcomes. From a chemical perspective, supplies fall into three broad categories: reactive ingredients, structural control inputs, and process management elements.
This distinction matters because only a subset of commonly labeled supplies is chemically required. Others modify reaction speed, hardness development, or curing efficiency, while some have no functional impact beyond aesthetics or user preference.
Understanding which supplies are chemically essential versus optional reduces formulation errors, improves batch consistency, and helps explain why similar-looking soap recipes can behave very differently during mixing, molding, and curing.
Reactive Chemical Supplies That Enable Saponification
Cold process soap making depends on a specific chemical reaction-saponification-which occurs only when a strong alkali reacts with fatty acids in the presence of water. The supplies involved in this reaction are non-optional and chemically interdependent.
Sodium Hydroxide (Lye)
Sodium hydroxide is the alkali required to convert fatty acids into sodium soap salts. Without sodium hydroxide, saponification does not occur, regardless of oil selection or processing conditions. Its concentration, purity, and dissolution behavior directly affect reaction speed and heat generation.
Water as a Reaction Medium
Water serves as the solvent that allows sodium hydroxide to dissociate into reactive ions. While water is not consumed by saponification, its quantity influences reaction temperature, trace speed, and early-stage soap fluidity.
Fatty Acid Sources
Oils, fats, and butters supply the fatty acids that react with sodium hydroxide. Each oil contributes a specific fatty acid profile, which determines hardness, cleansing strength, solubility, and conditioning behavior in the finished soap.
These three supplies alkali, water, and fatty acids form the irreducible chemical core of cold process soap, a structure reflected in how proportions are defined in a standard cold process soap recipe. All other supplies influence how this core behaves but cannot replace it.
The chemical necessity of sodium hydroxide is explained in our analysis of lye and soap chemistry.
Water Phase Supplies and Their Functional Variations
In cold process soap making, the water phase determines how sodium hydroxide dissolves, how heat is released, and how quickly the mixture reaches emulsion and trace. Although water is often treated as interchangeable, different water-phase choices materially alter reaction behavior.
Distilled Water
Distilled water is chemically neutral and free from minerals that can interfere with alkali behavior. It provides predictable lye dissolution, consistent heat release, and repeatable trace timing, making it the baseline water phase in most formulations.
Milk-Based Water Phases
Goat milk, cow milk, and plant-based milks introduce sugars, proteins, and fats into the water phase, a formulation dynamic illustrated in milk-based systems such as the goat milk cold process soap recipe. These components increase heat sensitivity during lye dissolution and can accelerate browning or scorching if temperature is not controlled.
Salt and Sugar Solutions
Dissolved salt increases early bar hardness but reduces lather volume, while dissolved sugars increase lather formation but also raise heat generation during the reaction. Both modify trace speed and require formulation-level awareness rather than casual substitution.
Water phase selection is not cosmetic. It governs thermal behavior, reaction stability, and early-stage soap structure.
Water behavior and mineral interaction are examined further in our regulatory and labeling analysis.
Fatty Acid Supply Systems and Oil Selection Logic
Oils and fats used in cold process soap are not interchangeable raw materials. Each contributes a specific fatty acid profile that defines how the soap behaves during use and curing.
The functional behavior of a soap bar is determined primarily by the balance between saturated and unsaturated fatty acids rather than by the marketing identity of individual oils.
Saturated Fatty Acids
Saturated fatty acids contribute hardness, longevity, and structural stability. High concentrations produce firm bars with slower dissolution but can reduce conditioning feel if not balanced.
Unsaturated Fatty Acids
Unsaturated fatty acids improve conditioning and flexibility but soften the bar and increase susceptibility to oxidation if used excessively.
Effective oil selection is therefore a structural decision, not an aesthetic one. Fatty acid balance determines hardness, cleansing strength, solubility, and resistance to premature spoilage.
Fatty-acid contribution and cleansing balance are detailed in the Ingredient Library.
Structural Control Supplies That Shape Soap Outcome
Structural control supplies do not initiate saponification but significantly influence how the soap develops during curing and use. These inputs allow formulators to adjust hardness, longevity, and handling characteristics.
Superfat Level
Superfatting refers to the intentional inclusion of excess fatty acids beyond what sodium hydroxide can convert. Higher superfat levels increase conditioning but reduce cleansing strength and shelf stability.
Water Discounting
Reducing water content accelerates trace and shortens cure time but increases the risk of false trace and uneven saponification if applied without compensating adjustments.
Sodium Lactate and Salt
Sodium lactate improves early hardness and unmolding ease, while salt reinforces bar firmness. Both modify crystal structure and must be used with attention to concentration limits.
Structural supplies alter physical outcomes without changing the core chemistry. Their value lies in control, not necessity.
Formulation control variables are discussed in our Data & Methodology framework.
Measurement and Accuracy Supplies Required for Safety
Cold process soap making requires precise measurement because saponification depends on stoichiometric balance between alkali and fatty acids. Small deviations can result in lye-heavy or under-saponified soap.
Digital Scales
Weight-based measurement is mandatory for sodium hydroxide, water, and oils. Volume measurement introduces unacceptable error due to density variation and temperature effects.
Accuracy Thresholds
Measurement tolerance directly affects user safety. Inaccurate alkali measurement can produce caustic soap, while inaccurate oil measurement alters cleansing strength and longevity.
Measurement supplies are not convenience tools. They are safety controls that determine whether saponification completes as intended.
General legal and non-medical context is outlined in our Disclaimers page.
Thermal and Reaction Control Supplies During Processing
Temperature control is a critical but often underestimated aspect of cold process soap making. Saponification is an exothermic reaction, meaning it generates heat internally even without external input.
Supplies that influence thermal behavior do not change the chemistry itself, but they strongly affect reaction speed, uniformity, and visual outcomes such as gel phase development.
Temperature Monitoring
Thermometers and infrared temperature tools provide situational awareness rather than control. Monitoring allows the formulator to anticipate overheating, rapid trace, or delayed emulsion, particularly when sugar-containing water phases are used.
Insulation and Heat Retention
Towels, covers, or insulated molds retain heat and encourage full gel phase. While gel phase does not improve cleansing performance, it affects bar appearance, color development, and early hardness.
Cooling and Heat Dissipation
Actively reducing heat through airflow or refrigeration slows reaction speed and prevents scorching in milk-based or high-sugar formulations. Cooling is a control strategy, not a corrective one.
Mold and Containment Supplies and Their Chemical Impact
Molds are often treated as purely physical containers, but their material properties influence heat retention, moisture loss, and early-stage soap structure.
Silicone Molds
Silicone molds retain heat moderately and restrict moisture evaporation. This can slow initial drying while reducing cracking or partial gel issues in temperature-sensitive formulations.
Wooden Molds
Wooden molds provide strong insulation, promoting full gel phase. They are commonly used for large batches where consistent internal temperature is desired.
Rigid Plastic Containment
Plastic molds vary widely in thermal behavior. Some trap heat excessively, while others dissipate heat too quickly, increasing the likelihood of uneven saponification.
Mold choice does not change the chemical identity of soap, but it alters how uniformly the reaction proceeds.
Cure-Phase Supplies That Affect Soap Stability Over Time
Curing is a continuation of chemical stabilization rather than a passive waiting period. During cure, excess water evaporates, crystalline structures organize, and pH gradually stabilizes.
Airflow and Spacing
Adequate airflow allows moisture to escape evenly. Insufficient spacing between bars slows evaporation and can produce uneven hardness or surface softness.
Humidity Control
High ambient humidity reduces evaporation efficiency and extends cure time. In extreme cases, moisture retention can lead to surface sweating or textural inconsistency.
Time as a Functional Supply
Cure duration directly affects hardness, mildness, and longevity. While saponification completes within days, structural optimization continues for weeks.
Optional Additive Supplies and Their Limited Functional Role
Many supplies commonly associated with cold process soap making do not contribute to saponification or structural integrity. These additives primarily affect appearance, scent, or user perception.
Fragrance and Essential Oils
Fragrance systems do not alter cleansing behavior or cure chemistry. Improper usage can accelerate trace, cause separation, or introduce instability if not formulation-compatible.
Colorants
Micas, oxides, and botanical colorants provide visual differentiation only. Some natural colorants may fade or morph during gel phase or extended cure.
Decorative Additives
Botanicals, clays, and exfoliants influence texture but not soap chemistry. Excessive use can compromise bar integrity or user comfort.
Commonly Purchased Supplies That Do Not Improve Soap Chemistry
Certain supplies are frequently marketed as essential despite having no measurable effect on saponification, cleansing efficiency, or bar longevity.
These items often persist in formulation culture due to repetition rather than functional necessity.
- Decorative inclusions with no structural role
- Redundant additives duplicating fatty acid effects already present
- Symbolic ingredients included solely for label appeal
Excluding non-functional supplies does not reduce soap quality. In many cases, it improves predictability and stability.
How Supply Choices Influence Cure Time, Hardness, and Longevity
The physical qualities of a finished cold process soap bar are the cumulative result of multiple supply decisions rather than any single ingredient choice. Cure time, hardness, and longevity emerge from how reactive, structural, and environmental supplies interact.
Water content, fatty acid balance, and thermal management jointly determine how quickly excess moisture evaporates and crystalline soap structures stabilize. Higher saturated fatty acid content and controlled water levels generally accelerate hardness development, while extended cure time improves mildness and resistance to rapid dissolution.
Longevity is not solely a function of oil selection. Bars with similar fatty acid profiles can perform very differently depending on cure airflow, humidity exposure, and early-stage heat retention.
Cold Process Soap Supplies Compared to Other Soapmaking Methods
Cold process soap making relies on in-situ saponification, which distinguishes its supply requirements from other methods. Understanding these differences prevents misapplication of guidance across soapmaking styles.
Hot Process Soap Making
Hot process soap uses the same reactive chemical supplies but adds sustained external heat to force completion of saponification. Thermal control supplies play a more active role, while cure time requirements are reduced.
Melt-and-Pour Soap Bases
Melt-and-pour soap eliminates reactive chemical supplies entirely. The saponification step is completed industrially, and user-added supplies influence appearance and scent only.
Cold process soap therefore requires the most comprehensive understanding of ingredient systems and reaction control.
System-level differences between soap formats are compared in Bar Soap vs Liquid Soap.
Summary Table: Cold Process Soap Supply Categories and Functions
| Supply Category | Function | Required | Primary Impact |
|---|---|---|---|
| Reactive Chemical Supplies | Enable saponification | Yes | Soap formation |
| Water Phase Supplies | Control heat and trace | Yes | Reaction stability |
| Fatty Acid Supplies | Determine bar properties | Yes | Hardness and cleansing |
| Structural Control Supplies | Modify physical outcomes | No | Longevity and handling |
| Thermal Control Supplies | Manage reaction heat | No | Uniformity |
| Optional Additives | Aesthetic modification | No | Appearance and scent |
Final Observations on Supply Selection and Process Transparency
Cold process soap making supplies vary widely in chemical importance. Some are indispensable for saponification, while others influence structure, stability, or presentation without affecting cleansing performance.
Viewing supplies through a functional and chemical lens clarifies which inputs genuinely matter and which persist through convention rather than necessity. This perspective supports more consistent formulation outcomes and reduces avoidable batch failure.
Transparent evaluation of supply roles does not limit creativity. It establishes a stable foundation on which informed variation can occur without compromising safety or performance.
References
-
Gunstone, F. D. (2011). Vegetable Oils in Food Technology. Wiley-Blackwell.
Publisher Link -
Rosen, M. J., & Kunjappu, J. T. (2012). Surfactants and Interfacial Phenomena. Wiley.
Journal Reference -
OECD Guidelines on Alkali Handling and Chemical Safety.
OECD Chemical Safety Resources